

Opis
Elektrokorund Zwykły (Brązowy)
Elektrokorund zwykły, znany również jako elektrokorund brązowy lub po prostu korund, to syntetyczny materiał ścierny otrzymywany podczas topienia boksytu w piecu oporowo-łukowym. Jego głównym składnikiem jest tlenek glinu (Al2O3). Jest to surowiec bardzo twardy oraz w pełni czysty ekologicznie.
Dużą zaletą tego materiału jest bezpieczeństwo użytkowania – elektrokorund nie zawiera w swoim składzie chemicznie niezwiązanej, krystalicznej krzemionki (SiO2). Dzięki ostrym, samoodnawiającym się krawędziom ziaren, ścierniwo to charakteryzuje się wyjątkowo wysoką skrawnością
Zastosowanie produktu
Elektrokorund brązowy to niezwykle wszechstronny surowiec, wykorzystywany w wielu gałęziach przemysłu:
- Stanowi nieodzowny składnik przy produkcji materiałów ściernych spojonych (np. tarcze typu flex) oraz nasypowych (np. papier ścierny).
- Używa się go do produkcji materiałów ogniotrwałych oraz posadzek przemysłowych.
- W obróbce strumieniowo-ściernej jest ceniony jako bardzo twardy, czysty materiał, który można wykorzystywać wielokrotnie.
- Doskonale sprawdza się przy chropowacenia powierzchni przed nakładaniem powłok lakierniczych oraz przy uszorstnianiu powierzchni ocynkowanych.
- Skutecznie oczyszcza, matowi i omiata powierzchnie wykonane ze stali kwasoodpornej, stali zwykłej, metali kolorowych, aluminium, a także ze szkła i kamienia.
Specyfikacja techniczna
- Kształt: Ostrokrawędziowy.
- Kolor: Szary, brązowy.
- Zawartość tlenku glinu: Minimum 95% (w pozostałych typach zawartość wynosi maksymalnie 92%).
- Twardość: 9.0 w skali Mohsa.
- Ciężar nasypowy: Od 1,51 do 2,07 kg/dm³.
Dostępne warianty i opakowania
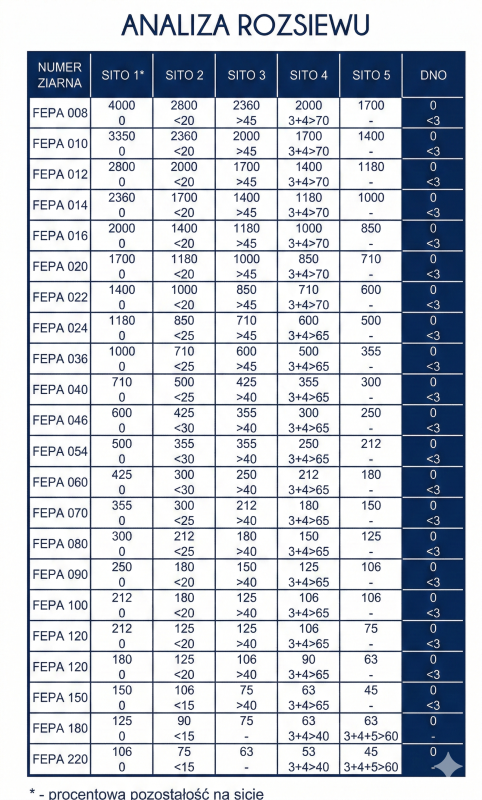
Dostarczamy ścierniwo w szerokim zakresie granulacji, aby idealnie dopasować je do specyfiki Twojej pracy:
- Standard FEPA: Zakres od F008 do F2000 oraz od P012 do P2500.
- Standard metryczny: 0-1 mm, 1-3 mm, 3-5 mm oraz 5-8 mm.
- Standard DIN: 100.
Informacje dodatkowe
| Elektrokorund zwykły |
ELEKTROKORUND F08 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F10 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F12 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F14 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F16 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F20 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F22 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F24 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F30 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F36 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F40 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F46 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F54 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F60 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F70 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F80 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F90 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F100 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F120 ZAWARTOŚĆ ŻEL 2-4 % ,ELEKTROKORUND F150 ZAWARTOŚĆ ŻEL 2-4 % |
|---|
Dane techniczne
- Dane techniczne
-
Zawartość Al2O3min 95%
-
Pozostałe typyzawartość max 92%
-
Kształtostrokrawędziowy
-
Kolorszary, brązowy
-
TwardośćMOH’S 9.0
-
Ciężar nasypowy1,51 do 2,07 kg/dm3
-
Opakowanieworki 25 kg, big bagi 1 tona